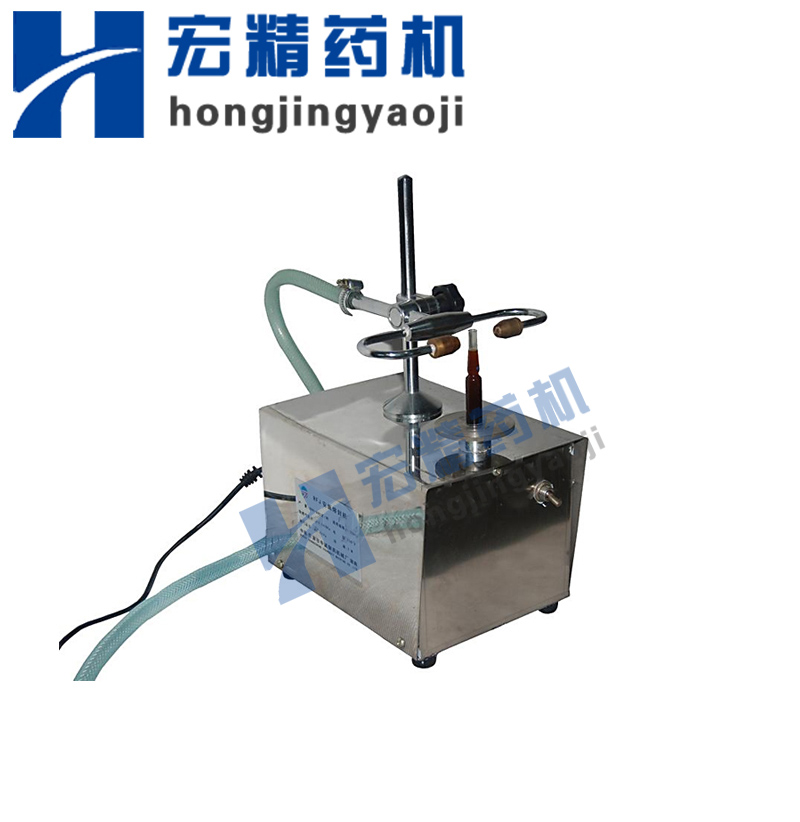
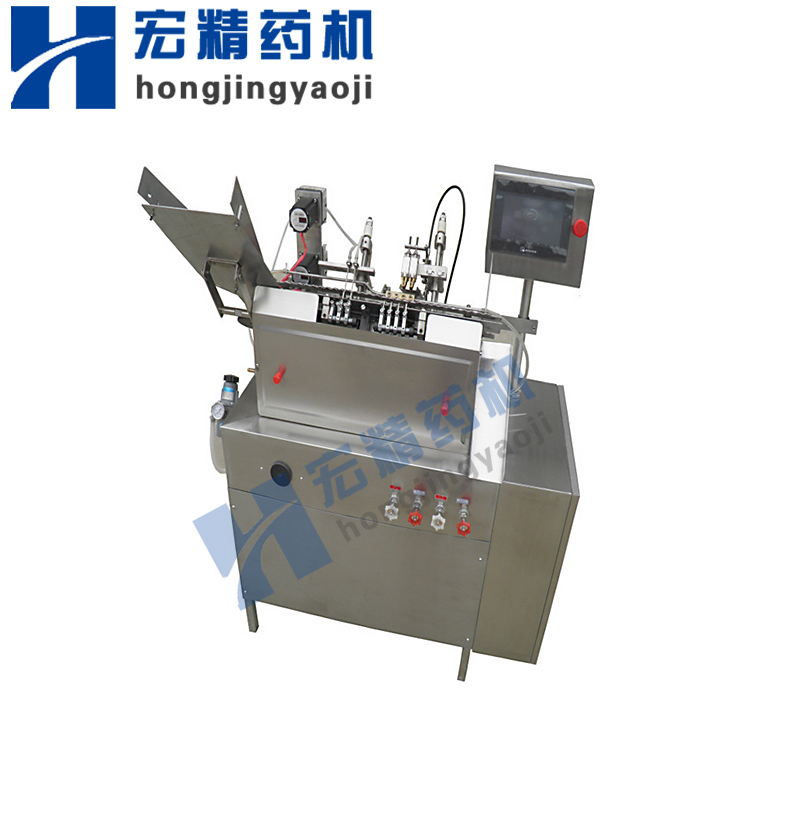
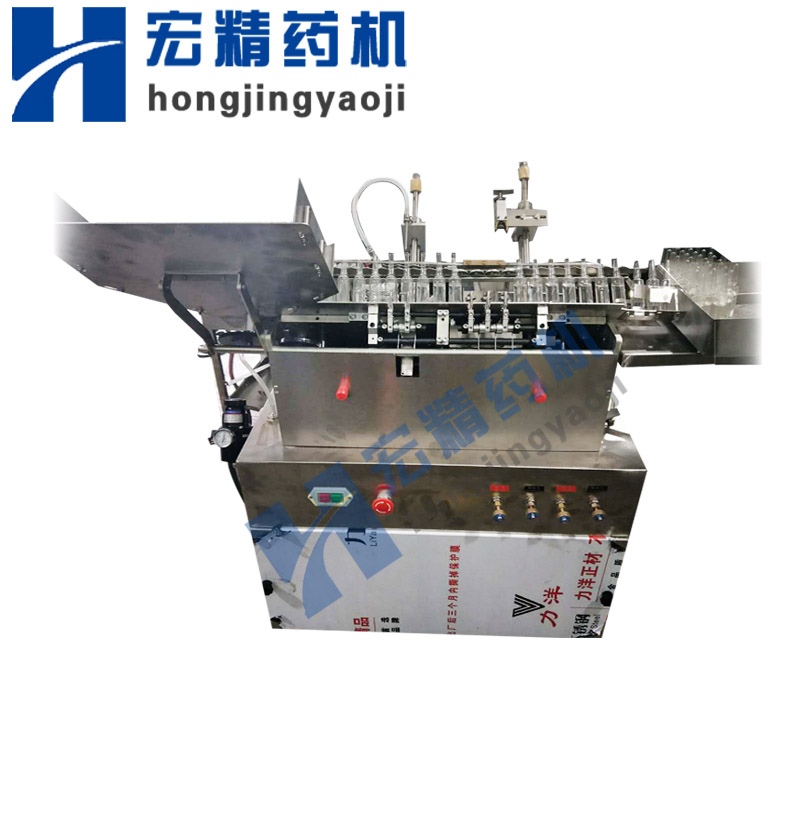
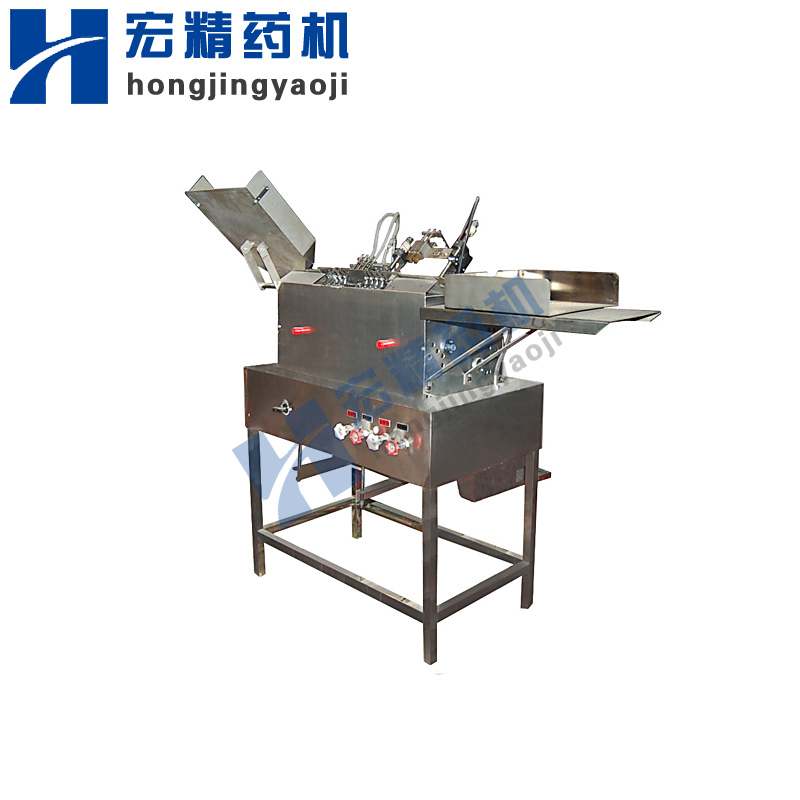
适用于各制药厂水剂灌装设备,1毫升、2毫升、5毫升、10毫升、20毫升,本机器结构简单,调节操作方便,如果使用中,发现有缺瓶现象,有自动止灌装置可以避免药水漏出。
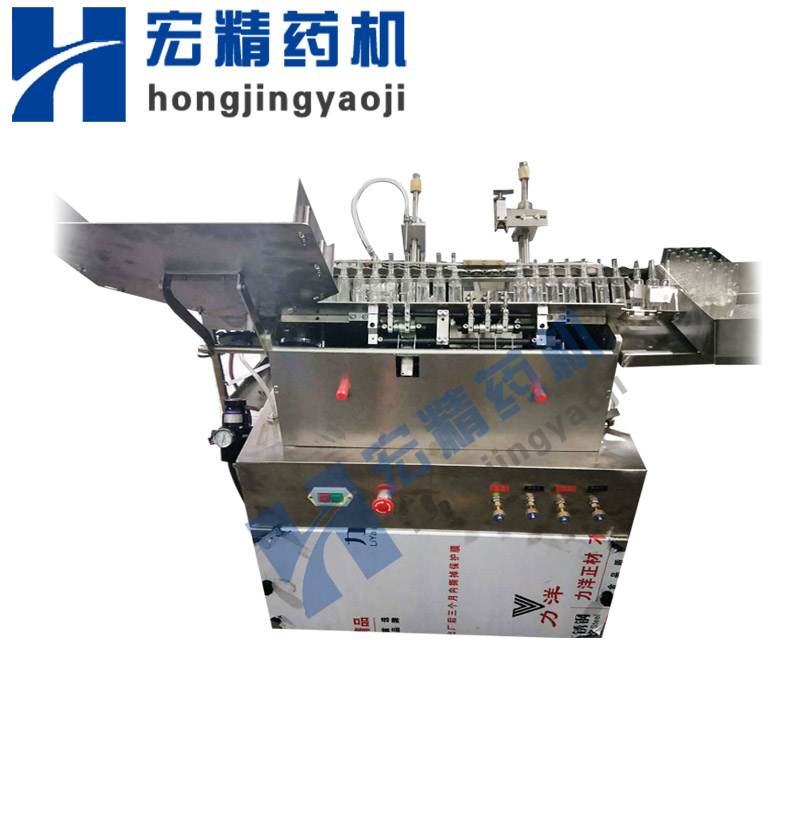
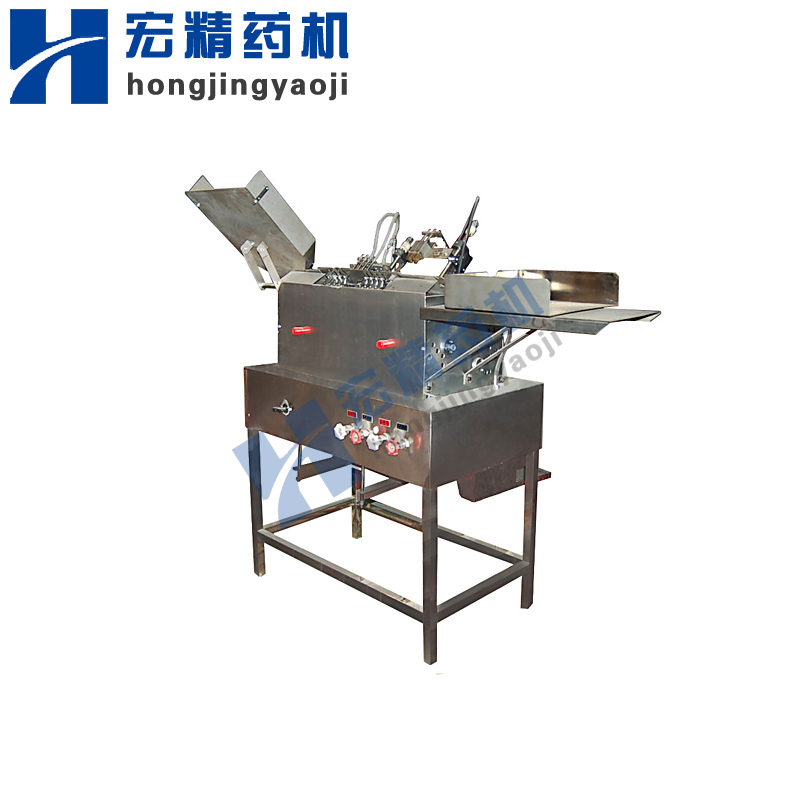
使移动齿板一次送瓶的距离加长,并使瓶停留在固定齿板上的时间充裕,从而提高了整机的工作效率;在送瓶斗下,装有离使装置,可以在不停机的情况下停止瓶斗内安瓿的输送,便于操作;在拉丝上,采用钢丝绳控制机械手,简化了结构;在出瓶口,采用了独特的翻瓶结构,理顺了机构运动方向与出瓶运动方向的一致性,缩短了机器长度和工人操作所需空间长度,有利于使用单位的布局和场地利用。
3.封口燃气: a. 煤气﹢氧气 b.液化气﹢氧气
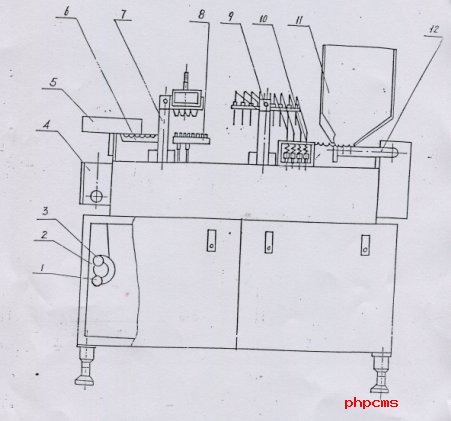

1.氧气贮气缺灌 2.电动机 3.煤气贮气灌
4.减速箱 5.出瓶斗 6.送瓶机构
7.拉丝钳架 8.火头架 9.吹灌针架
10.灌装机构 11.进瓶斗 12.进瓶输送机构
四、产品细节

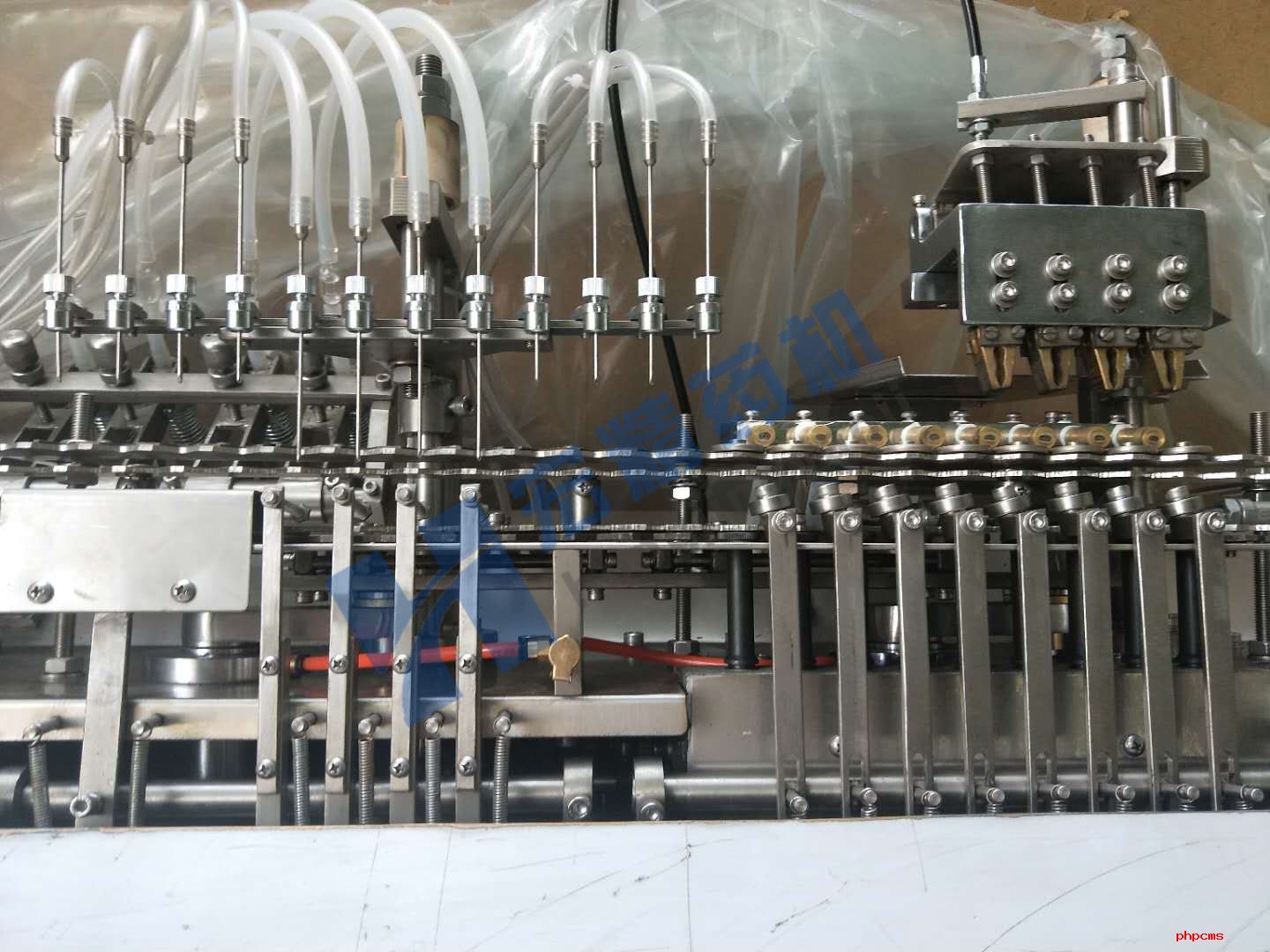
导液管及倒液针管
通过导液管输送药液,并由倒液针管将药液导入安瓿瓶。
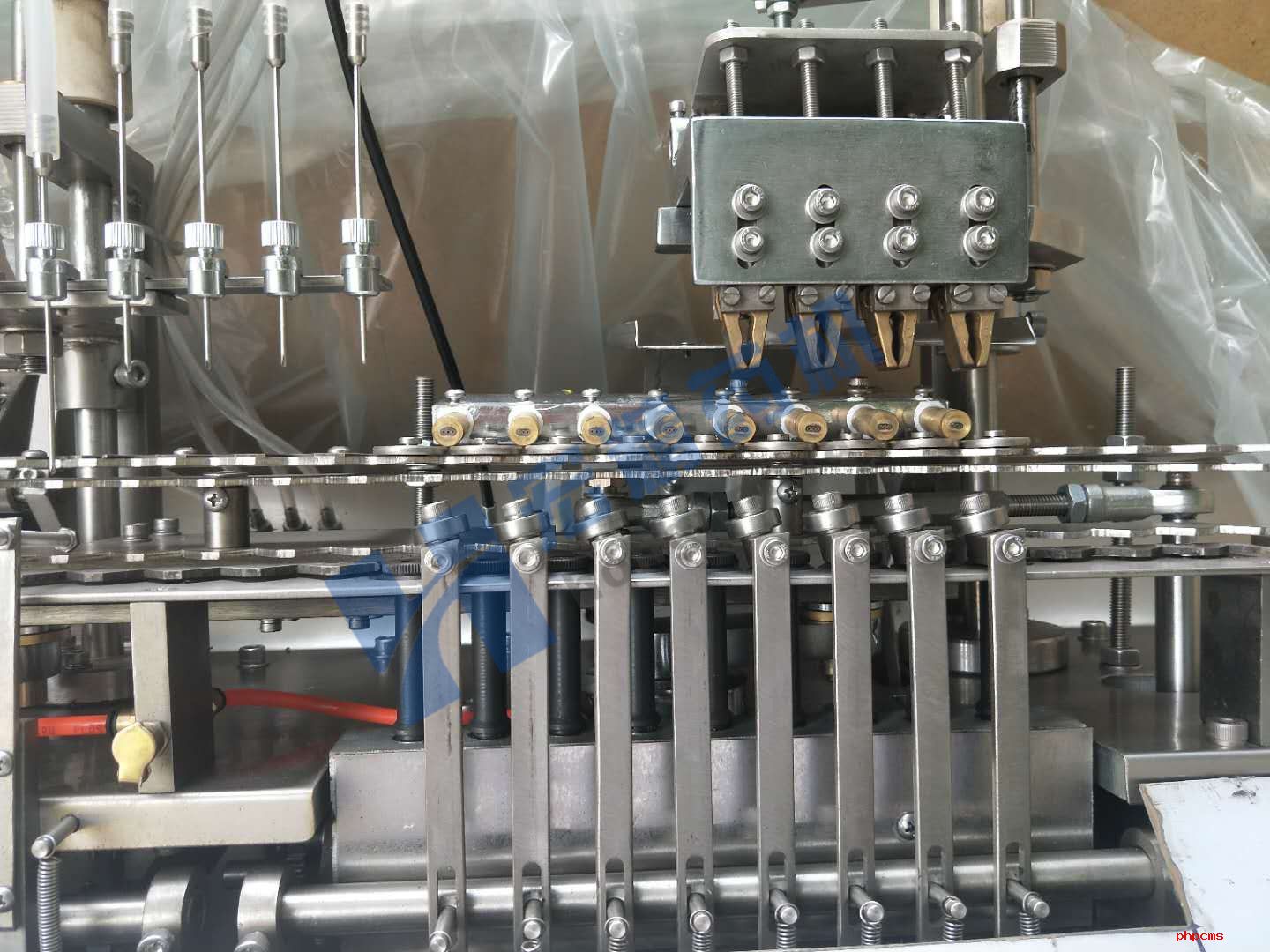

火头及拉丝钳
机器设有两组火头,一组为预热火头,一组为拉丝火头,两次热化后,拉丝钳迅速下降到最低位置融化安瓿瓶颈夹住,并上升完成拉丝。
传动齿板
传送安瓿瓶,当安瓿规格互换时,需将上齿板略微调节,否则或影响安瓿瓶的传送。

燃气及氧气开关
可通过调节氧气机燃气的量来调节火头大小。向左为开,向右为关闭。使用完毕后,务必关掉燃气及氧气。
五、机器的使用及保养
(1) 每次开车前用手轮转动机器,查看转动是否有异常现象,确定正常后方可开车。
(2) 调整机器时,工具使用要适当,严禁用过大的估计或用过猛来拆卸零件,避免损坏机件或影响机器性能。
(3) 每当机器进行调整后,一定要将松动过的螺钉紧固,再用手轮察看各工位动作是否协调,方可以开车。
(4) 燃气头应经常从火头大小来判断是否良好,因为燃气头之小孔使用一定时机器必须保持清洁,严禁机器上有油污、药液或玻璃碎屑,以免造成机器损蚀,故必须注意如下:
a. 机器生产过程中,及时清除药液或玻璃碎屑。
b. 交班前将机器各部清洁一次,机器表面运动部位进行润滑。
c. 每周应大擦洗一次,特别是将平常使用中不容易清洁的地方擦净,或用压缩空气吹净,对机器传动部位进行润滑。
d. 应经常检查机器气源接口是否有松动,皮管是否有破损,松动应紧固,破损应更换。
八、机器的安装
(1)机器安装前,应将机器清洗干净。
(2)讲机器检查一下,观看在装运过程中有无损坏松动。
(3)将各润滑点加新润滑油。
(4)用手轮转动机器检查个工位动作是否正确
(5)检查电路系统,但必须要有接地装置,防止感应,灌注系统、燃气系统、气源系统是否正确。
(6)上述准备好后,卸下三角皮带,合上电源,观察电动机主动轮是否顺时针旋转(见图六),方向正确后,方可装上皮带开车。
 六、各部位的操作及调整
六、各部位的操作及调整
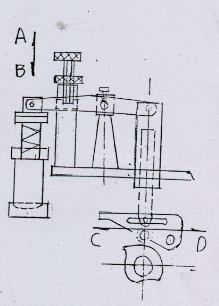
1.进瓶部分(见图一
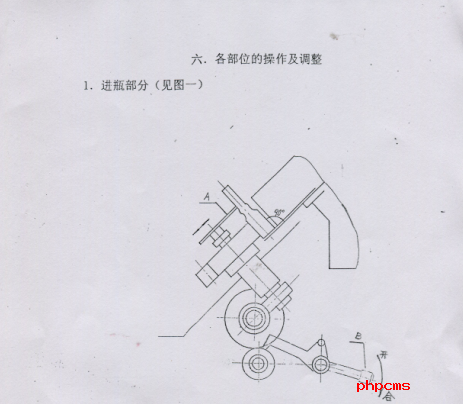
(一) 挡瓶板的调整
开车前,调整输送链的挡板(A)使安瓿落在输送链槽块中并与底板垂直,以保证安瓿输送平稳,避免产生夹瓶现象。
(二) 离合器的使用
每当安瓿用完需加瓶时,在不停机的情况下可打开离合器手柄B,使输送链槽停止送瓶,而灌装封口工位上的安瓿又能顺利工作完毕。
2、针架组的调整(见图二)
(一)安瓿位置调整
停机用手轮输送一组十六只空安瓿放置于针架上,旋松螺母E,是安瓿与上固定板D及下固定板F互成90°,再调整上固定板的高低,并使上固定板D距离安瓿口约17mm然后旋紧螺母E.
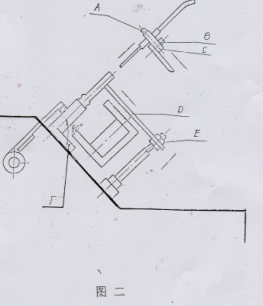
(二)针头组的调节
针头组的作用有二种,一组吹气,另一组灌装药液。两组调节方法相同,特别是药液灌装,为保证泵打出来的药液能及进地输送到每一只安瓿内,针头伸入安瓿内距离须超过瓶颈2mm,但又不得摩擦安瓿口。因此,可按下列步骤调节
A. 为使针头进入安瓿时不与安瓿扣摩擦,可以有针调节螺钉B来调整松动B,针头固定板C移动,然后对准安瓿中心旋紧B即可。
B. 针管在安瓿内的调节分二步。第一步调整整体行程到瓶颈部位,然后第二步调节螺钉A,是使针管微量上下移动到所要求的范围内。
C. 上述二点的调整必须是用手轮来调整的(手轮方向面对操作人为顺时针,不可以逆时针旋转)。转动手轮,针头架之针头下移动的时机应使安瓿刚刚搁到灌注药液(同吹气)这挡齿板时针头应开始插入安瓿口,当药液灌注好后,针口应在安瓿搬动前全部退至安瓿口外,直到二组针头全部通知好为止。
经过以上调节以后,必须用手轮多转几圈,查看机构工作情况,但必须注意,每只松动的紧固螺钉一定要在调整后旋紧,否则会影响机器的正常运转。
3 自动止灌装置的调节:
自动止灌机装置的作用是防止机器在生产过程中,遇着个别缺瓿或安瓿使用完但机器仍在运转,而不使药水注出,避免污损机器,防止浪费,其工作原理及调节方法如下:
a.工作原理
每当转动齿板将安瓿搬到灌药水工位时,这是压瓶凸轮的高点沿圆弧逐渐向底点下移,而压瓶座与调节罗钉靠扭簧力向下,直到压住安瓿瓶为止,此时调节罗钉与压板保持一定距离,故将拉杆栓不再拉出,而顶杆将带动顶杆套一起向上移动,使玻璃泵工作,达到了灌液之目的,如果碰到缺瓶时,而这是压瓶座上调节罗钉要压住压板,起到了钢丝绳将拉杆栓拉出,顶杆带不动顶杆套,使玻璃泵不工作吗,而达到停止灌液之目的。(见图三)
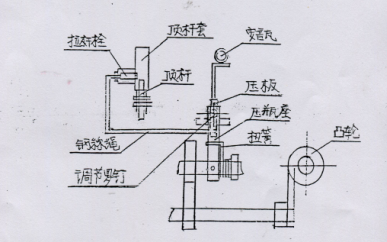
b.调节方法:
当安瓿规格互换时,止灌装置因安瓿直径大小而受到影响,为此可以利用压瓶座上调节罗钉放长与缩短来调节与压板之间的间隙,以保证灌药装置的作用。
4、药液装置的调节:
药液装置大小的方法两种:见图:
(1)利用松开扇子板上螺帽,移至C方向,则装量增加,移至D方向,则装量减少。
(2)利用横梁上调节螺帽松开,移向至A方向,则装量增加,移向至B方向,则装量减少。两种调准好后,把螺帽拼紧。
5、燃气头的调节
本拉丝灌封机所用燃气为煤气加氧气,或液化气加氧气两种使用时对气体进行压力控制。煤气和液化气的所压控制在0.9~1Kpa,氧气压力控制在0.08~0.1Mpa,在封口时只须将煤气和氧气按一定比例就能对安瓿进行加热。
拉丝封口是否光滑严密,与火焰大小、燃气位置高低及安瓿转动是否均匀有关,因此从以下几方面进行调整:
(一)煤气火头和氧气火焰大小调节:(见附图一)
燃气火开关接在面板上,先按煤气开关,然后点火后再开氧气,(切不可先开氧气开关)煤气和氧气的调节阀将贮气罐中的煤气和氧气分别送至火头,并控制其大小,通过混合产生火焰。一般蓝白色火焰为最好,绿色或红色火焰表示湿度降低,则可以提高氧气的比例来改善。
在燃气头点火时,应先开燃气总开关,在熄火时也应先关燃气总开关,以确保安全。
(二)燃气头位置高低的调节(见图四)
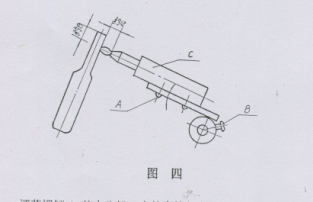
调节螺钉A,使火头架C上的火焰与安瓿保持一定距离约12mm,调整调节螺钉B,使火点的火焰距离安瓿口约8mm,然后根据安瓿预热或加热来调节火焰大小。
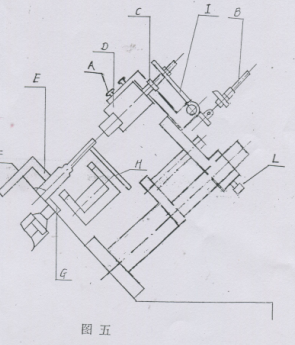
6.拉丝钳的调整(见图五)
安瓿封口的好坏,除与火焰大小有关外,还与安瓿在拉丝工位上的转动情况、拉丝钳拉丝位置、力大小有关。因此,拉丝钳上下位置、时间调节得适当与否,对拉丝封口起到相当大的作用,其调整方法如下:
(一)保证安瓿旋转
调整压杆F使其上轴承压在安瓿上旋转自如,同时托轮G及上固定板H使安瓿垂直底板,这样才保证旋转平稳。
(二)拉丝钳位置调整:
通过L对拉丝钳D进行粗调,使拉丝钳钳口到达安瓿拉丝部位,然后观看拉丝情况,再对微调螺母A进行微调,修正钳口位置,使拉丝钳拉丝达到技术要求。
(三)拉丝钳开、闭的调整
开钳凸轮转动,使钢丝绳B上下运动,压板I上下摆动,从而使拉丝钳口D开闭,完成拉丝动作,调节螺栓C可微调钳口开合大小。
 安瓿瓶拉丝灌封机视频展示:
安瓿瓶拉丝灌封机视频展示:
相关产品关键词:
安瓿瓶拉丝灌封机,
安瓿瓶拉丝灌封机价格



 ——
—— ——
—— ——
—— 或
或